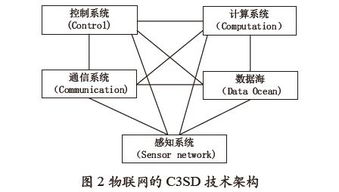
隨著萬物互聯(lián)時代的深入發(fā)展,物聯(lián)網(wǎng)(IoT)已成為驅(qū)動數(shù)字化轉(zhuǎn)型的核心力量。其規(guī)模與復雜度的激增,對底層技術(shù)架構(gòu)提出了前所未有的挑戰(zhàn)。在此背景下,以連接(Connectivity)、計算(Computing)、控制(Control)、數(shù)據(jù)(Data)和安全(Security) 為核心的C3SD技術(shù)架構(gòu)應運而生,為構(gòu)建高效、可靠、智能的物聯(lián)網(wǎng)系統(tǒng)提供了清晰的頂層設計藍圖。本文旨在探討基于C3SD架構(gòu)的物聯(lián)網(wǎng)網(wǎng)絡技術(shù)關鍵研究方向與發(fā)展趨勢。
一、 C3SD架構(gòu)概覽與網(wǎng)絡技術(shù)定位
C3SD架構(gòu)是一個分層、協(xié)同的體系:
- 連接(C)層:作為物理基礎,負責海量異構(gòu)終端(傳感器、執(zhí)行器、智能設備)的接入與互聯(lián),實現(xiàn)數(shù)據(jù)的采集與初步傳輸。
- 計算(C)層:提供從邊緣到云端的分布式算力,對數(shù)據(jù)進行處理、分析與建模。
- 控制(C)層:基于數(shù)據(jù)洞察,生成決策指令,實現(xiàn)對物理設備的精準管理與自動化操作。
- 數(shù)據(jù)(D)層:貫穿始終,是信息的載體與核心資產(chǎn),涉及采集、傳輸、存儲、治理與分析的全生命周期。
- 安全(S)層:作為橫跨各層的保障體系,確保整個架構(gòu)的機密性、完整性與可用性。
在這一架構(gòu)中,網(wǎng)絡技術(shù)主要聚焦于“連接層”,并深度滲透至其他各層,是實現(xiàn)數(shù)據(jù)流動、算力協(xié)同與控制反饋的“神經(jīng)系統(tǒng)”。
二、 C3SD架構(gòu)下的核心網(wǎng)絡技術(shù)研究
1. 異構(gòu)融合接入技術(shù)
物聯(lián)網(wǎng)終端形態(tài)與需求千差萬別,需研究多種接入技術(shù)的融合與協(xié)同。這包括:
- 短距與廣域技術(shù)協(xié)同:研究藍牙、Zigbee、Wi-Fi 6/7與LPWAN(如NB-IoT、LoRa)、5G乃至衛(wèi)星通信的混合組網(wǎng)方案,實現(xiàn)場景化最優(yōu)覆蓋。
- 協(xié)議適配與轉(zhuǎn)換:設計輕量級網(wǎng)關與協(xié)議棧,解決不同通信協(xié)議(如MQTT、CoAP、HTTP/2)之間的無縫轉(zhuǎn)換與互操作性問題。
2. 確定性網(wǎng)絡技術(shù)
針對工業(yè)控制、車聯(lián)網(wǎng)等高要求場景,網(wǎng)絡需提供低時延、高可靠、確定性的服務。研究重點包括:
- 時間敏感網(wǎng)絡(TSN):在標準以太網(wǎng)上實現(xiàn)時間同步、低延遲調(diào)度和可靠傳輸,滿足工業(yè)物聯(lián)網(wǎng)的硬實時需求。
- 5G URLLC(超高可靠低時延通信):利用5G網(wǎng)絡切片、邊緣計算等技術(shù),為關鍵任務提供有保障的網(wǎng)絡服務質(zhì)量(QoS)。
3. 算力網(wǎng)絡與網(wǎng)絡計算化
為支撐“計算層”的分布式部署,網(wǎng)絡本身需具備計算感知與調(diào)度能力。
- 算力感知路由:研究網(wǎng)絡路由協(xié)議,使其能感知邊緣節(jié)點、云服務器的實時算力狀態(tài)、負載與能耗,實現(xiàn)任務流的智能導引。
- 網(wǎng)絡內(nèi)計算:探索在交換機、路由器等網(wǎng)絡設備上進行簡單數(shù)據(jù)聚合、過濾或預處理的可能性,減少冗余數(shù)據(jù)傳輸,降低核心網(wǎng)壓力。
4. 以數(shù)據(jù)為中心的網(wǎng)絡
服務于“數(shù)據(jù)層”,網(wǎng)絡需從傳統(tǒng)的“連接主機”向“傳輸所需數(shù)據(jù)”演進。
- 信息中心網(wǎng)絡(ICN)/命名數(shù)據(jù)網(wǎng)絡(NDN):研究以數(shù)據(jù)名稱為路由依據(jù)的新型網(wǎng)絡架構(gòu),提升內(nèi)容分發(fā)效率,支持移動性、多源獲取,并天然具備一定的安全特性。
- 數(shù)據(jù)面可編程:利用P4等語言,實現(xiàn)數(shù)據(jù)轉(zhuǎn)發(fā)平面的靈活編程,快速響應上層應用(如控制層指令)對數(shù)據(jù)流處理的定制化需求。
5. 內(nèi)生安全與可信網(wǎng)絡
安全是C3SD的基石,需構(gòu)建內(nèi)生于網(wǎng)絡的安全機制。
- 零信任網(wǎng)絡接入(ZTNA):研究基于身份和設備狀態(tài)的動態(tài)、細粒度訪問控制,替代傳統(tǒng)的邊界防護模型。
- 網(wǎng)絡威脅感知與協(xié)同防御:利用AI/ML技術(shù),實現(xiàn)網(wǎng)絡流量異常檢測、攻擊行為識別,并聯(lián)動邊緣與云端的安全組件進行自動化響應。
- 隱私計算與安全傳輸:研究在數(shù)據(jù)傳輸與共享過程中應用同態(tài)加密、安全多方計算等技術(shù),實現(xiàn)“數(shù)據(jù)可用不可見”。
三、 挑戰(zhàn)與未來展望
當前研究仍面臨諸多挑戰(zhàn):海量連接下的網(wǎng)絡可擴展性、異構(gòu)資源的一體化管理、極致性能與能耗成本的平衡、以及標準與產(chǎn)業(yè)的碎片化問題。
物聯(lián)網(wǎng)網(wǎng)絡技術(shù)將向著 “智能-協(xié)同-確定-可信” 一體化方向演進:
- 智能:AI將深度融入網(wǎng)絡管理、優(yōu)化與安全,實現(xiàn)自配置、自修復、自優(yōu)化。
- 協(xié)同:空、天、地、海一體化網(wǎng)絡,與算力、存儲資源深度協(xié)同,形成泛在智能體。
- 確定:確定性服務能力將從特定領域向更廣泛的物聯(lián)網(wǎng)場景普及。
- 可信:區(qū)塊鏈、數(shù)字身份等技術(shù)將與網(wǎng)絡深度融合,構(gòu)建可追溯、可驗證的可信物聯(lián)網(wǎng)環(huán)境。
###
C3SD技術(shù)架構(gòu)為物聯(lián)網(wǎng)網(wǎng)絡技術(shù)的研究提供了系統(tǒng)性的視角和明確的目標導向。網(wǎng)絡技術(shù)已不再是單純的連接工具,而是融合了計算、控制、數(shù)據(jù)與安全能力的智能化基礎設施。唯有持續(xù)深化在上述關鍵領域的研究與創(chuàng)新,才能構(gòu)建起足以支撐萬物智聯(lián)時代的堅實網(wǎng)絡基座,釋放物聯(lián)網(wǎng)的全部潛能。