今日,備受關注的“2021先進粉體裝備制造及營銷網(wǎng)絡研討會”在線上成功舉辦并圓滿落幕。本次研討會聚焦于粉體裝備制造行業(yè)的前沿技術與創(chuàng)新營銷模式,特別深入探討了網(wǎng)絡技術在產(chǎn)業(yè)升級與市場拓展中的核心作用,為行業(yè)從業(yè)者帶來了一場思想與技術的盛宴。
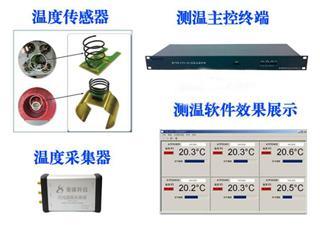
會議匯聚了來自粉體裝備制造領域的知名專家、企業(yè)技術骨干、營銷精英及學術研究者。與會者圍繞“智能制造”、“數(shù)字化營銷”、“工業(yè)互聯(lián)網(wǎng)應用”及“遠程運維服務”等關鍵議題展開了熱烈討論。專家指出,隨著5G、物聯(lián)網(wǎng)、大數(shù)據(jù)及人工智能等網(wǎng)絡技術的深度融合,傳統(tǒng)粉體裝備正經(jīng)歷從單機自動化向系統(tǒng)智能化、網(wǎng)絡化協(xié)同的根本性轉(zhuǎn)變。裝備的遠程監(jiān)控、預測性維護、工藝參數(shù)優(yōu)化等功能,正借助先進的網(wǎng)絡技術得以實現(xiàn),極大地提升了生產(chǎn)效率和設備可靠性。
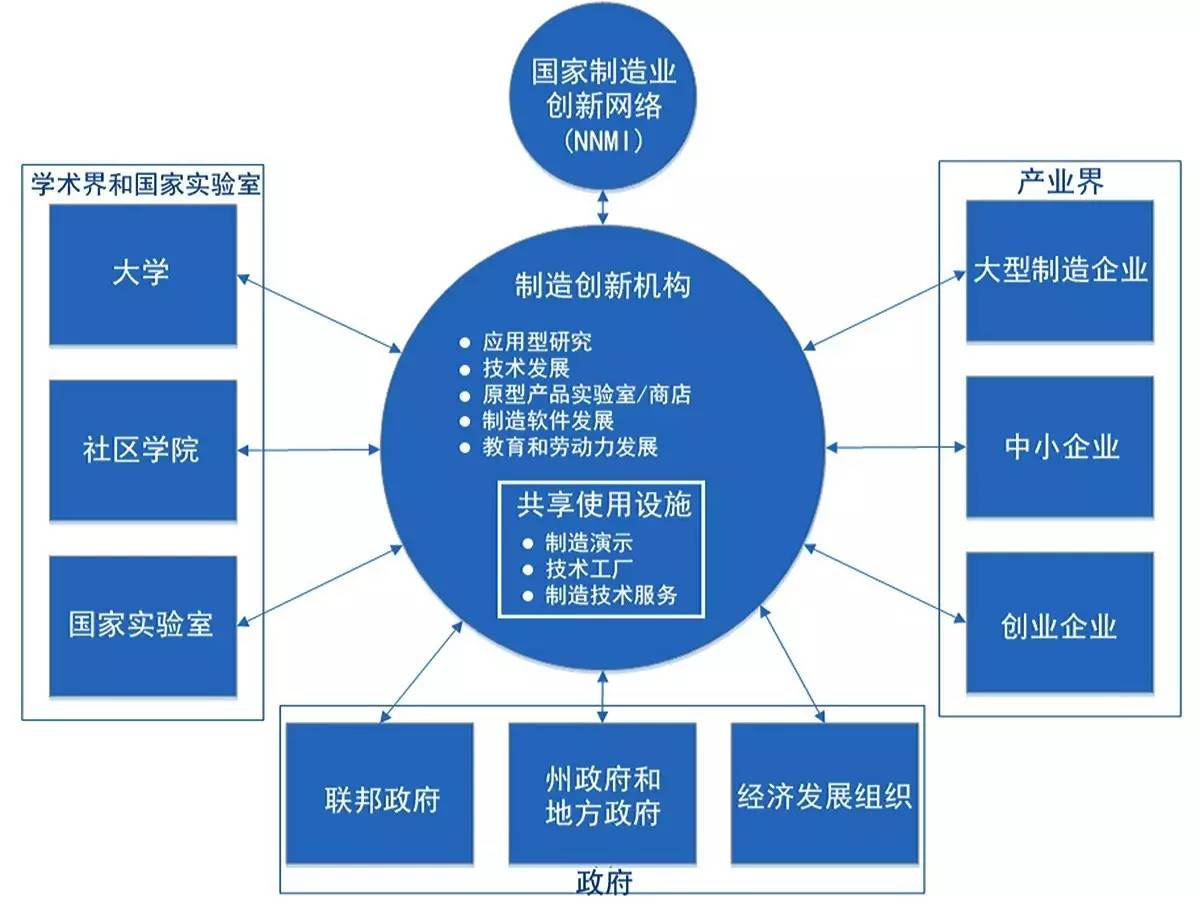
在營銷層面,研討會重點分析了如何構建高效的數(shù)字化營銷網(wǎng)絡。在后疫情時代,線上研討會、虛擬展會、沉浸式產(chǎn)品演示和社交媒體精準營銷已成為開拓市場、連接客戶的重要渠道。網(wǎng)絡技術不僅打破了地域限制,實現(xiàn)了全球客戶的無縫對接,更能通過數(shù)據(jù)挖掘與分析,精準洞察客戶需求,推動營銷策略從“廣撒網(wǎng)”向“精耕細作”轉(zhuǎn)型,為粉體裝備制造商帶來了全新的增長機遇。
此次研討會的成功舉辦,不僅分享了最新的技術研究成果和成功的商業(yè)實踐案例,更搭建了一個高水平的行業(yè)交流與合作平臺。它清晰地表明,深化網(wǎng)絡技術研究與應用,是推動先進粉體裝備制造業(yè)邁向高質(zhì)量發(fā)展、構建核心競爭力不可或缺的一環(huán)。以網(wǎng)絡化、智能化為特征的行業(yè)新生態(tài)正在加速形成,本次研討會所激發(fā)的思想碰撞與合作契機,必將為整個產(chǎn)業(yè)的持續(xù)創(chuàng)新與繁榮發(fā)展注入強勁動力。